Какие электроды выбрать для сварки инвертором новичку



В своей профессиональной деятельности любой сварщик рано или поздно встретится с тонколистовым металлом. Это может быть любой металлический лист с толщиной до 2 мм.
Встречается он достаточно часто, например, из него изготавливаются профилированные трубы.
Работа такого типа не является самой сложной из сварочных работ, она не требует большой мощности аппарата и электродов большого диаметра, однако есть нюансы, которые необходимо учитывать, иначе сварной шов не получится качественным.
В этой статье мы расскажем об тонкостях работы с тонколистовыми металлами.
- Особенности сварки
- Виды дуговой сварки
- Электроды для сваривания
- Подготовка к сварке
- Инверторы
- Техника сварки
- Работа с оцинкованной сталью
- В заключение
Какими электродами лучше варить тонкий металл
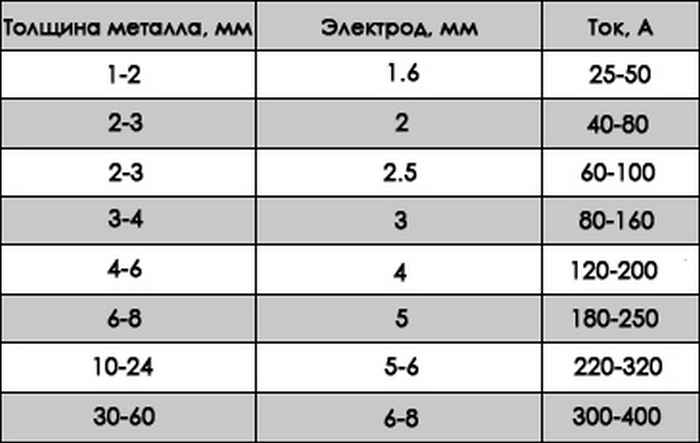
Для качественной сварки необходимо обеспечить непрерывное горение электрической дуги. Электроды толщиной 4-5 мм дугу гасят, так как сваривание тонких поверхностей ведется с использованием пониженных токов (10-75 А). Поэтому для сварки тонких металлов должны использоваться электроды диаметром 0,5 – 2 мм (если металл не толще 1 мм) или, например, 2 – 2,5 мм (при толщине поверхностей 1,5 – 2 мм). Сварщики со стажем выбирают электроды для сварки тонкого металла, имеющие диаметр 2-3 мм.

электроды для тонкого металла
Кроме толщины основного металла, стоит учитывать его разновидность при выборе электродов. В процессе сварки деталей из низкоуглеродистой и слабораскисленной стали могут применяться расходные материалы с любой обмазкой: основной, кислой, целлюлозной, рутиловой. Работа с полуспокойными сталями предполагает основное либо рутиловое покрытие электродов, а вот для спокойных сталей нужна основная обмазка.
Чтобы обеспечить устойчивое горение дуги, нужно помнить, что для определенного типа тока предназначен соответствующий электрод. Исключительно постоянный ток необходим для эксплуатации электродов с основной обмазкой. И постоянный, и переменный ток подойдет для расходных материалов, имеющих рутиловое, целлюлозное и кислое покрытие.
Перед осуществлением окончательного выбора внимательно ознакомьтесь с информацией, для какого положения сварки предназначены электроды. Оно может быть горизонтальное, вертикальное, нижнее, потолочное, нижнее тавровое, потолочное тавровое. Маркировка при этом может быть следующая:
- Может использоваться при работе во всех положениях,
- Соединение металлов во всех положениях, за исключением вертикального сверху вниз,
- Сварка деталей во всех положениях, кроме потолочного и вертикального,
- Для сваривания поверхностей нижнего положения, а также нижнего «в лодочку».




Инверторы
Для сваривания тонколистовых металлов лучше всего подходят аппараты инверторного типа. Правильно настроенный инвертор поможет вам добиться хороших результатов.
Преимущество таких аппаратов в том, что мы можем работать, установив на них обратную полярность. При этом электрод нагревается сильнее, а металл слабее, что уменьшает риск его прожига.
Для качественной инверторной сварки рекомендуется использовать электродные стержни с диаметром 1,5 — 2мм, с достаточным коэффициентом плавления.
Ток необходимо установить 30-45 А для 1,5 мм и 40-60 А для 2мм. Для уменьшения нагрева свариваемых поверхностей, их необходимо установить вертикально, под углом 30-40 градусов, варить необходимо сверху вниз.
Марки электродов для инверторной сварки
Тем, кто задается вопросом, каким электродом варить тонкий листовой металл, стоит обратить внимание на следующие марки:
- ОМА-2. Расходный материал позволяет сваривать даже окисленные поверхности и имеет минимальную проплавляющую способность. Сварочный шов может располагаться в пространстве произвольно.
- МТ-2. При сваривании деталей толщиной менее 1 мм необходимо использовать постоянный ток, если же толщина составляет более 1 мм-то переменный. Сварка должна осуществляться по траектории «сверху вниз».
- OK 63.30 ESAB. Гарантирует устойчивость шва к коррозии, может применяться при сваривании вертикальных конструкций.
В зависимости от типа основного материала, специалисты в области сварки рекомендуют:
- для углеродистой и низкоуглеродистой стали — МР-3С, ОЗС 12, МР-3;
- для среднеуглеродистой стали — УП-1/45, УП-2/45, ОЗС-2;
- для нержавеющей стали — НЖ-13;
- для высоколегированной и низколегированной сталей — ОЗЛ-6 и УОНИ 13/45 соответственно;
- для меди — ОЗБ-2М, ОЗБ-3, АНЦ/ОЗМ-3.

электроды для разных видов металлов
Соединение оцинковки
Оцинковка, то есть оцинкованная сталь, это обычная сталь, чаще всего в листах, только покрытая цинком. При работе с оцинковкой у многих мастеров возникают трудности, из-за которых не удается сформировать качественный шов.
Толщина покрытия электрода цинком может быть различной. Если вам нужно ее сварить, весь цинк нужно удалить с кромок. Это можно сделать следующими способами:
- Удалить механически с помощью болгарки, шлифовальной машинки, наждачки или металлической щетки
- Выжечь с помощью сварки. Правда, в процессе этого испаряется цинк, пары которого ядовиты. Поэтому, подобные работы нужно осуществлять на улице или в помещении, где имеется исправно функционирующая вытяжка.

Таким образом, соединение тонких пластин металлических изделий требует наличия у специалиста определенных знаний и практики. Правильно с первого раза осуществить такой процесс очень сложно. Сделать правильный выбор электродов для сварки можно руководствуясь таблицами выше. Важно помнить, что диаметр электрода в зависимости от толщины свариваемого металла следует подбирать с умом. Таким образом, нужно понимать, из каких условий выбирают и какими показателями нужно руководствоваться, чтобы соединить тонкостенный металл качественно.
Технология сваривания тонких поверхностей электродом
Самый тонкий электрод для сварки гарантирует аккуратный шов при наличии у мастера опыта. Если у вас его пока нет, то стоит прислушаться к полезным рекомендациям.
Чтобы не допустить прожогов поверхностей, электрод нужно держать под углом 45 градусов, и ни в коем случае под 90 градусов. Осуществлять соединение лучше всего углом вперед. Не стоит излишне отдалять электрод от свариваемых деталей, так как это препятствует образованию сварочного валика.
Если накладывать швы в шахматном порядке, можно избежать деформации листового металла при нагревании. При отсутствии такой возможности электрод проводится один раз вдоль шва, скорость должна быть равномерной, а значение рабочего тока — минимальное. Желательно, чтобы инверторный сварочный аппарат имел выходную мощность с плавной регулировкой. При напряжении холостого хода от 70 В и выше можно избежать многих проблем с запалом дуги.

сварка тонкого металла электродом
Подготовительные работы включают в себя зачистку поверхностей от ржавчины, выравнивание заготовок в случае необходимости и их надежную фиксацию. Затем детали прихватываются через каждые 7-10 см и свариваются окончательно. Если листы металла нужно соединить внахлест, то используется больший ток; при этом снижается вероятность прожига деталей и их деформации.
При сварке тонкого металла инвертором применяется обратная полярность. Это значит, что “-“ будет подключен к основной поверхности, “+” – к держателю электродов. В таком случае расходный материал приобретает гораздо большую температуру, чем основной, и можно избежать изменения формы деталей и их прожига.
Преимущества и недостатки тонких электродов
Электроды для сварки инвертором тонкого металла обладают множеством преимуществ. Например, риск повредить тонкие поверхности при сваривании минимален, скорость сваривания немного выше. Иные физические свойства этих вспомогательных материалов ничем не хуже, чем у более толстых аналогов, а стоимость приемлемая. К тому же подготовка тонких электродов к работе не занимает много времени.
К недостаткам можно отнести быстрый расход материала, необходимость использовать особую технику сваривания и относительно ненадежную защиту сварочной ванны (так как толщина обмазки невелика). Не все марки выпускают электроды в мелком варианте, поэтому в некоторых случаях придется искать аналоги.
Как оформить сварной шов
Варить металл толщиной 1 мм самыми тонкими электродами можно, используя следующие виды сварных швов:
- внахлест. Способ, при котором гарантировано аккуратное соединение поверхностей.
- встык с использованием проволоки. Проволока диаметром 2,5-3,5 мм располагается между листами металла, не выступая над поверхностью. Дуга сварки проходит непосредственно по проволоке, и она прогревает соединяемые детали периферийными токами. После удаления проволоки ее присутствие в процессе сварки определить почти невозможно. сварка инвертором
- встык с использованием теплоотводящих подкладок. Их роль играют пластины меди, которые благодаря своей высокой теплопроводности не допускают перегрева свариваемых металлов.
Отметим, что в скосе кромок тонкого металла нет необходимости.
Виды покрытий
Кислое покрытие (А) сильно расплавляет сварочную ванну, из-за чего металл при застывании подвержен растрескиванию. В настоящий момент вытеснено рутилово-кислым.
Основное (Б, B) покрытие обеспечивает большую вязкость металла в ванне и равномерный прогрев детали. Такие электроды предназначены для сварки нагруженных конструкций, однако перед использованием их следует прокаливать, чтобы избежать образования пор в металле.
Целлюлозное (Ц, С) покрытие сгорает в дуге практически полностью, почти не образуя шлака. Такой тип электродов один из немногих, которыми можно варить вертикальные швы сверху вниз.

Основа рутилового (Р, R) покрытия — диоксид титана. Электроды оптимальны для сварки с отрывом: хорошо зажигают и удерживают дугу, равномерно наплавляют металл. Рутиловое покрытие обеспечивает полный контроль над процессом сварки и позволяет варьировать длину дуги в широком диапазоне.
Рутилово-целлюлозные (РЦ, RC) покрытия наследуют положительные качества обоих типов. Именно эти электроды применяются при монтаже в стесненных условиях, они оставляют эстетичный лицевой шов, который не требует последующей обработки.
Проблемы в процессе сварки: как их избежать
Сварка тонкого металла может осложняться рядом факторов:
- Прожоги. Возникают в результате того, что свариваемый материал имеет малую толщину. Чтобы избежать, необходимо тщательно выбрать силу тока и вести шов с оптимальной скоростью. Также можно варить, отрывая электрод на несколько секунд и возвращая его на место: кратковременный отрыв дуги позволит металлу немного остыть. прожог в сварном шве
- Деформация конструкции. При перегревании листовой стали межмолекулярная составляющая увеличивается в размерах, и нагретая поверхность начинает растягиваться. Так как края детали остаются холодными, она покрывается изгибами, теряя первоначальную форму. Для предотвращения нужно чередовать наложение шва по всей длине. В некоторых случаях возможно исправить последствия путем холодной правки с использованием резиновых молотков.
- Непровар. Непроваренные соединения делают всю деталь негерметичной и уязвимой для жидкостей, срок ее службы значительно сокращается. Поэтому важно не спешить при прохождении стыка, осуществлять правильные настройки инвертора и подбирать электроды в соответствии с типом свариваемых металлов.
- Наплывы. Чтобы варить тонкий металл инвертором без продавливания участка шва на другую сторону, необходимо использовать специальные подложки, а также уменьшить силу тока.
Режимы аппарата и параметры сварки
Опытные сварщики знают как варить тонкий металл, благодаря опробованию разнообразных настроек аппарата. В результате были выведены оптимальные параметры, хорошо подходящие для этого вида работ. Вот основные настройки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 0.5 | 10 | 1 |
| 1 | 25-35 | 1.6 |
| 1.5 | 45-55 | 2 |
| 2 | 65 | 2 |
| 2.5 | 75 | 3 |
Сварочный ток важно установить ниже, чем при работе с толстыми пластинами. Это поможет избежать прожогов и подтеков. Отлично зарекомендовали себя в этой области инверторы, позволяющие варить переменным напряжением, но с высокой частотой, а также аппараты постоянного тока.
Если настройки агрегата позволяют выставлять уровень стартового напряжения, то следует этим воспользоваться и установить меньшее значение (примерно на 20%), чем рабочий ток. Это не даст пропалить участок при начале розжига дуги и поможет начинать сварку сразу в месте соединения. Если стартовый ток не регулируется, то можно запалить электрод на толстой поверхности, а затем перенести на стык.
Сварка тонкого металла подразумевает работу на малых токах. Для этого настройки инвертора должны поддерживать рабочие значения амперметра на уровне 10-30 А. Если минимально регулируемая величина выше этих параметров, то понизить силу тока возможно дополнительным сопротивлением в цепи. Для этого используется пружина из высокоуглеродистой стали, помещаемая между изделием и кабелем массы. Поможет и установка дополнительного балластника, понижающего ток до нужного уровня.
Если настройки аппарата поддерживают работу импульсного режима, то можно воспользоваться этим. Особенно тонкую сталь сваривают прерывистой дугой. Импульсный ток будет автоматически разрывать дугу, давая металлу остыть.
Прокаливание электродов для тонкого металла
Электроды для инверторной сварки перед использованием рекомендуется прокалить, чтобы избавиться от влаги. Если пренебречь этой рекомендацией, то высока вероятность прилипания расходных материалов и дефектов шва. При увеличенном проценте воды ухудшается зажигание, во время работы появляется треск, на шве образуются поры, а в околошовной зоне – множество капелек.
Варить тонкий металл стоит расходниками из герметичной упаковки, которую лучше всего израсходовать за один сеанс. Если у вас нет специального оборудования для прокаливания (сушка на батарее не поможет решить проблему), а пачка расходного материала израсходована не вся, хранить остатки нужно в сухом отапливаемом помещении. Если вам необходимо сваривать ответственные конструкции, то вполне целесообразным будет приобретение пенала-термоса, который надежно защищает расходный материал от воздействия атмосферного воздуха.
Альтернативные методы
Кроме инверторов, хорошо подойдет и полуавтоматический способ сварки MIG/MAG.
MIG/MAG — это аббревиатура, обозначающая технологию наиболее распространенной электродуговой сварки в среде инертного (MIG –«Inert») или активного (MAG – «Active») газа. Дуга образовывается между свариваемыми деталями и плавящимся металлическим электродом. В зону сварки присадочный материал (плавящийся электрод) подается автоматически.
Преимущество заключается в отсутствии необходимости менять электрод, т. к. проволока подается постоянно. Это значительно ускоряет весь процесс при объемных проектах. Расстояние между изделием и грелкой легче контролировать, поскольку нет сгораемой части электрода. Начинающим сварщикам легче освоить этот метод.
Сварка полуавтоматом позволяет работать с еще более тонкими листами стали ввиду использования проволоки 0,8 мм. Но подобное оборудование не всегда доступно в быту, поэтому инверторный способ остается востребованным. После рассмотрения данных советов становится понятно как правильно варить тонкий металл. Дополнительные видео о работе с инвертором и полуавтоматом помогут закрепить знания и приступить к практике.
Сварка тонкого металла электродом: ошибки, советы, оборудование
Как провести сварочные работы по тонкому металлу инвертором ММА, избегая распространенных ошибок начинающих сварщиков, а также советы и подбор необходимого оборудования для работ.
Область применения сварки тонкого металла электродом
В быту умение сваривать тонколистовое железо может понадобиться при изготовлении бака для летнего душа или сборки другой емкости. Если у вас есть автомобиль и ремонт кузова хочется выполнить самому, то варить тонкий металл придется при замене порогов, арок, низа дверей или кромки багажника. Сварка выхлопной системы автомобиля (резонатор, глушитель, гофра и пр.) часто требуется при замене одного из элементов, поскольку без доработок редко все становится так, чтобы не бить о корпус при вибрации.
Тонкостенные круглые трубы используются у некоторых в старых домах для уличного водопровода (полив огорода и пр.), Квадратные и профильные трубы с тонким сечением стенок применяются при сооружении теплиц, навесов, козырьков. Имея аппарат РДС и научившись варить тонкий металл самостоятельно, можно сэкономить средства и не нанимать мастера.
Сложности при сварке тонкого металла
Под тонким металлом подразумевается толщина стали 0.8-1.5 мм. Более тонкие заготовки покрытым электродом варить просто нереально. Да и сечение 0.8 мм сможет грамотно проварить и не испортить деталь только опытный сварщик. Основными ошибками начинающих сварщиков при работе с тонкостенными заготовками выступают:
- Наплывы с другой стороны соединения. Если присадочного металла от электрода будет слишком много, под собственным весом он начнет проваливаться. В результате с лицевой стороны шов окажется в меру гладким, а с обратной — будут огромные валики. Если это произойдет внутри трубы, по которой протекает жидкость, возможно существенное уменьшение пропускной способности. Для ровной пластины, которая прикладывается к другой плоскости это критично, и придется долго счищать наплывы болгаркой. Ошибка со стороны сварщика заключается в медленном ведении дуги.
- Прожоги. Тонкий металл быстрее прогревается, поэтому следующей одной из распространенных ошибок сварщиков-новичков являются прожоги. Они делают стык негерметичным, снижают прочность соединения, портят внешний вид конструкции. Среди причин происходящего — неправильный выбор силы тока, медленное ведение дуги.
- Непроваренные участки. Желая предотвратить прожоги, некоторые выставляют слишком маленький ток на сварочном аппарате. В результате электрод не прогревает изделие, а накладывает металл сверху. При небольшой нагрузке на излом соединение распадается. Внешне непроваренные участки выглядят плохо. Кроме неверного выбора силы тока, ошибка заключается в слишком быстром ведении дуги.
- Деформация изделия. Железо толщиной 1-1.5 мм может сильно покоробиться при сварке покрытыми электродами. Это происходит из-за термического воздействия и линейного расширения. Ошибки сварщика заключаются в неправильном подборе силы тока, медленном наложении шва, нарушении порядка провара длинных участков.
- Перерасход материалов. Сварка тонкого металла ведется на малых сварочных токах, поэтому дуга получается очень короткая — небольшой отрыв и она гаснет. Некоторым трудно возбуждать дугу при таких условиях, требуется часто стучать кончиком электрода о поверхность изделия и буквально ловить дугу, что ведет к осыпанию обмазки. Оголенный кончик прилипает, поэтому его приходится сжигать на черновой заготовке, а это перерасход.
Большинство начинающих сварщиков получают ожоги роговицы при сварке тонкого металла, поскольку пытаются прихватить стороны без маски. Дело в том, что чем меньше сила тока, тем менее яркая электрическая дуга. При таких условиях трудно разглядеть линию соединения через темный светофильтр и точно поставить прихватки. После сварки без маски сильно болят глаза, может возникнуть ощущение «песка» под веками, краснеют сосуды в глазном яблоке.
Выбор сварочного аппарата
Чтобы получилось сварить две тонкостенные стороны изделия в домашних условиях, требуется грамотный подбор инвертора РДС. Не каждая модель подойдет для такой задачи. При выборе аппарата ММА обращайте внимание на минимальное значение сварочного тока. При покупке большинство смотрит только на максимальный порог, чтобы определить, какой толщины заготовки сможет «пропечь» инвертор. Когда же предстоит часто варить тонколистовую сталь, значение имеет нижний диапазон силы тока.

Варить тонкий металл покрытыми электродами легче, если использовать инвертор ММА с дополнительными функциями «Форсаж дуги» и «Антиприлипание», а также «Горячий старт». Такими тремя режимами оснащен например БАРСВЕЛД Mini ARC-160 , идеально подходящий для сварки тонколистовой стали.
Например, для работы с сечением 0.8 мм требуется опускать ток до минимальных значений 10-20 А. Но не все инверторы РДС способны на это. У некоторых нижний порог ограничен 30 А.
Функция позволяет автоматически менять силу сварочного тока, чтобы исключить затухание электрической дуги. Например, вы установили значение 40 А и ведет сварку. Поднеся кончик электрода слишком близко, дуга может погаснуть. В такой момент аппарат «чувствует» сокращение воздушного зазора и кратковременно добавляет еще 10 А (в сумме с первоначальной настройкой получается 50 А).
Этого достаточно, чтобы дуга не погасла, а сварщик выровнял расстояние между электродом и изделием. Как только положение стабилизировалось, инвертор сам скидывает ток до базовых 40 А (или любого другого, который вы установили на страте). Поэтому прожоги исключаются. Функция пригодится как при сварке тонкой стали, так и работе без опоры для рук, когда труднее контролировать воздушный зазор.
Функция помогает экономить расходники при сварке тонкого металла. Поскольку дуга короткая, прилипание кончика стержня к поверхности изделия неизбежно. Когда это происходит, требуется пошатывание электрода в стороны, чтобы отсоединить его от заготовки. Это содействует отпадению покрытия. После необходимо сжигание кончика на черновой заготовке, что замедляет работу и ведет к перерасходу электродов.
Когда кончик прилип, инвертор отключает сварочный ток от кабелей. Сварщик легко отсоединяет электрод, не разрушая обмазку. Как только цепь разомкнута, аппарат восстанавливает подачу тока и можно без промедления продолжить сварку.
Поджигать дугу при сварке электродом тонкого металла сложнее, ввиду малой силы тока. Требуется активно стучать по поверхности изделия и ловить электрический разряд небольшой высоты. Чуть удалили кончик от поверхности и дуга погасла. Чтобы упростить первый поджиг, когда электрод холодный, пригодится функция Hot Start. Режим дает повышенное напряжение при старте и ту же убавляет его до безопасного, когда дуга зажжена. Экономится время, варить проще, меньше раздражаешься.
Важно! При выборе инвертора ММА для сварки тонкого железа, обращайте внимание на наличие всех трех функций в аппарате. Бывает так, что в оборудовании есть только один дополнительный режим, например «Антиприлипание». В таком случае модель сильно проигрывает тем, у которых есть все три вспомогательные функции.
Практика показывает, что сварка тонкого железа происходит более качественно, когда используются аппараты, выдающие постоянный ток. В характеристиках такого оборудования должен быть прописан род тока DC. Подойдут модели AC/DC, способные переключаться между переменным и постоянным током.
Выбор электродов
Прежде всего отметим, что для сварки тонколистового металла важно правильно выбрать диаметр электрода. Стержни 4-5 мм создадут чрезмерное сопротивление и не дадут дуге нормально гореть на малых токах. Поэтому при сварке тонколистовой стали используют электроды диаметром 1.6-3 мм. Чем тоньше металл, тем меньше диаметр стержня.
Далее следует обращать внимание на характеристики электродов. Возьмем к примеру Барсвелд ОЗС-12 ⌀ 2,0 мм (Premium). У них рутиловое покрытие, обеспечивающее:
- легкий первичный и повторный поджиг;
- отсутствие диэлектрического кончика на конце при затухании (удобно для повторного использования спустя время);
- красивый шов;
- легкую сварку по ржавому или погрунтованному металлу;
- низкое разбрызгивание присадочного металла;
- мягкое горение дуги.

Купив ОЗС-12 ⌀ 2,0 мм (Premium), получится варить тонкий металл постоянным или переменным током в любом пространственном положении. Шлак после сварки удаляется очень легко. Хорошими электродами для работы с листовым железом будут АНО-21 ⌀ 2,5 мм (Premium), относящиеся к типу Э46. У бренда ESAB рекомендуем электроды ESAB МР-3 ⌀ 3,0 мм, если предстоит варить железо сечением 1.0-1.5 мм.
Перечисленные электроды обладают рутиловым покрытием, поэтому при затухании дуги не образуется «козырек». К такому эффекту склонны расходники с основным типом покрытия. Наличие козырька усложняет повторный поджиг дуги, поскольку требуется более сильное постукивание, чтобы разрушить кончик обмазки и обеспечить контакт токопроводящего стержня с изделием.
Если с даты выпуска электродов прошло более 4-х месяцев, рекомендуем их предварительно прокалить. В домашних условиях это можно сделать в электродуховке, разогрев ее до температуры 170-200 градусов. Тогда из обмазки удалится лишняя влага, при сварке дуга не будет сильно трещать и разбрызгивать металл, шов получится аккуратнее.
Настройки аппарата для сварки тонкого металла
Поскольку свариваемый металл тонкий, важно настроить инвертор ручной дуговой сварки на обратную полярность. Это означает, что разъем кабеля электрододержателя вставляется в гнездо со значком «плюс», а кабель массы подключается к гнезду «минус». Благодаря обратной полярности тепло электрической дуги концентрируется на кончике электрода, а не на изделии. Происходит такое по законам физики, поскольку электроны движутся от «минуса» к «плюсу». При обратной полярности тонкий металл меньше перегревается, что помогает сократить количество прожогов и температурных деформаций.
Начинающий сварщик должен уметь правильно выставить силу тока при сварке покрытым электродом тонкого металла. Предлагаем рекомендации по настройке инвертора в таблице.
| Толщина свариваемого металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 0.8 | 1.6 | 10-20 |
| 1.0 | 2.0-2.5 | 25-35 |
| 1.2 | 2.5 | 40-50 |
| 1.5 | 2.5-3.0 | 45-60 |
Советы по технике сварки тонкого металла электродом
Итак, рассмотрим технику сварки тонкого металла на практике и дадим ряд полезных советов от реальных сварщиков. Используем инверторный сварочный аппарат РДС с постоянным током и выставляем силу тока по значениям, приведенным в нашей таблице. Чтобы листовую конструкцию не повело, советуем зафиксировать ее струбцинами. Разделка кромок при сварке тонкого железа до 4 мм не выполняется.
Расположите соединяемые стороны деталей максимально близко друг к другу. Зазор здесь не нужен. Если конструктивно допустимо соединение внахлест, используйте это — не будет прожогов и проваливания валика вниз.
Далее следуйте нашим рекомендациям:
Разжигайте дугу на черновой заготовке и лишь затем приступайте к сварке. Так не придется стучать по изделию, на лицевой стороне конструкции не будет следов от контакта дуги.
Держите дугу не строго по центру соединения, а на одной из сторон заготовки. Это поможет избежать прожога в самом начале работы.
Быстро ведите электрод с минимальными поперечными колебательными движениями.
Старайтесь держать кончик электрода как можно ближе к поверхности заготовки. Дуга будет четче, присадочный металл легче перенесется, будет нормальный провар. Но короткая дуга требует навыка («набитой руки»), поэтому потренируйтесь на черновом изделии с аналогичным сечением.
Чтобы предупредить проваливание металла с обратной стороны шва, используйте подложку. Железный стол не подойдет — изделие прилипнет. Лучше всего подкладывать пластину из графита или меди.
Если прожоги возникают несмотря на минимальный сварочный ток, ведите шов прерывистой дугой. Проварили 5 мм и убрали кончик электрода из сварочной ванны на секунду. Затем снова возбудили дугу и проварили 5 мм. Это замедляет процесс, зато дает остыть наплавленному металлу.
Электрод держите под углом 30-45 градусов. Прямой угол по отношению к изделию усиливает прогрев и содействует прожогам.
Когда настройки аппарата РДС не позволяют снизить силу тока еще больше, используйте балластный реостат. Если работа разовая и приобретение баластника нерентабельно, подсоедините сталистую пружину в цепь массы, расположив ее между зажимом и изделием. Переставляя зажим массы по виткам пружины получится регулировать силу тока за счет сопротивления.
Чтобы минимизировать температурные деформации, соблюдайте порядок провара длинных швов. Например, при сварке крупной емкости (бак для душа, топливный бак автомобиля), начинайте варить с конца стыка, ведя шов на себя. Проваривайте по 8-10 см и продвигайтесь вперед. Новый шов заканчивается на начале предыдущего. Каждый короткий провар будет выгибать поверхность внутрь, но за счет большого количества швов такие «волны» будут едва заметны, чем один большой прогиб плоскости при сварке сплошным швом слева направо.

Выбор сварочной маски

Как мы упоминали в начале, при сварке на малых токах свет от дуги менее яркий, поэтому плохо видно линию стыковки. Из-за недостаточности освещенности можно даже наложить шов мимо. Тонкий металл варить покрытыми электродами удобнее в масках-хамелеон с диапазоном затемнения 4-8 DIN или 9-13 DIN.
В отличие от маски с обычным светофильтром, в хамелеоне можно точно навести кончик электрода на место соединения. Это сокращает количество «зайчиков», помогает сохранить чистой лицевую поверхность изделия. Регулировка силы затемнения от 4 до 8 DIN облегчает настройку под разную силу малого сварочного тока.
Рекомендуем купить маску БАРСВЕЛД МС 307 с АСФ-707 с диапазоном 5-8 и 9-13 DIN, обладающую большим смотровым окном 98х87 мм. Благодаря этому сохраняется хороший обзор во всех пространственных положениях. Технология Full Color передает все в натуральных цветах и новичку будет легче отличить расплавленный шлак обмазки электрода от жидкого металла. Цена маски чуть больше 5000 рублей, что делает ее довольно доступной даже для бытовой сварки в гараже или на даче.
Как заварить тонкий металл с зазором
Задача сильно усложняется, когда между соединяемыми сторонами есть зазор в 1-3 мм. В таком случае дуга дополнительно «съедает» стенки заготовки и заварить стык очень трудно.
Здесь требуется снизить силу тока на 20% от той, что была при сварке этого же сечения, но без зазора. Первоначальная цель — просто соединить две стороны перемычкой, создав из присадочного металла «мостик». Затем сварочный ток можно увеличить и перекрыть шов для лучшего провара.
Сварка ведется короткой дугой с перерывами. Откладывайте «полки» на боках, зажигая дугу на одной из сторон и подводя кончик электрода к краю. Когда нарастите бока, соедините стороны. Продолжайте сварку прерывистой дугой. Процесс медленный и кропотливый.
Второй вариант сварить тонкий металл с зазором — разместить в щель дополнительный металл. Когда нет подходящего элемента под рукой, большинство опытных сварщиков используют огарок электрода, отбив с него обмазку. Прихватите стержень в месте стыковки и варите обычным способом. Наличие такой вставки не даст провалиться присадочному металлу и возьмет часть температуры на себя.
Как правильно варить тонкий металл, толщиной 1-2 мм

Как правильно варить тонкий металл, толщиной 1-2 мм
Поскольку варить тонкий металл, толщина которого не превышает 1-2 мм очень сложно, в данной статье будут даны советы, как это правильно сделать. Не буду вдаваться в подробности выбора сварочного оборудования для этих целей, лишь скажу одно, варить тонкий металл лучше всего при помощи инвертора.
Помимо того, что инвертор более гибко настраивается в плане регулировок сварочного тока, так в нём еще можно поменять полярность сварки, что позволит не прожигать тонкий металл. Что такое полярность, и как её поменять, читайте в этой статье сайта про дуговую сварку «Дуга сварка» https://dugasvarka.ru.
Как правильно варить тонкий металл, толщиной 1-2 мм
Любая сварка начинается с выбора электродов и силы тока для них. Если будете варить металл толщиной не более 2 мм, то купите электроды диаметром также 2 мм. То есть, как видно, диаметр электродов соответствует толщине металла. Это не правило, но всё же.

Второй момент связан с настройкой силы тока для сварочного инвертора. Сила тока должна быть такой, чтобы электрод не резал металл. Для подсчёта всех необходимых параметров можно воспользоваться уже готовыми таблицами либо самостоятельно рассчитать силу тока в Амперах.
Уже давно проверено и известно, что на 1 мм электрода нужно приблизительно 30-40 Ампер. Вот и высчитываем силу тока для инвертора, зная диаметр электродов.
Для этого умножаем 2 мм на 30 Ампер и получаем 60 Ампер. Именно такую силу тока и следует выставлять на инверторе при сварке металла толщиной в 2 мм и электродами, диаметр которых также составляет 2 мм.
Полярность при сварке тонкого металла
Полярность — это режим работы сварочного инвертора. Существует прямая и обратная полярность в зависимости от способа подключения клемм к аппарату. Тонкий металл варят на обратной полярности.

Если к электроду подведён минус от инвертора, то это прямая полярность, а если плюс, то обратная. Таким образом, чтобы варить тонкий металл необходимо электрододержатель подключить к плюсовой клемме инвертора, а зажим с массой к минусовой. Это будет режим обратной полярности.
Сложности сварки на небольших токах
У начинающих сварщиков непременно возникнут сложности при сварке на малых токах. Здесь важно набраться небольшого опыта и как следует потренироваться.

Всё дело в том, что на маленьком токе, не превышающем и 60 Ампер, электрод всё время норовит прилипнуть к металлу. Поэтому важно научиться правильно, поджигать и удерживать сварочную дугу, чтобы электрод не прилипал.
Следующей сложностью, которая возникнет при сварке металла толщиной 1-2 мм, это деформация. Тонкий металл сильно ведёт, поэтому не нужно пытаться его варить сплошным швом и без остановки. Ничего кроме образования волнообразных деформаций вы не получите.

Варить тонкий металл следует прихватками, выставляя зазоры как можно меньше. Если металл всё равно ведёт, то попробуйте его зафиксировать струбцинами и используйте резиновую киянку для выравнивания.

Со временем вы обязательно научитесь варить тонкий металл инвертором. Ну а пока, дело за малым, понять азы и узнать что-то новое.
Какими электродами лучше варить тонкий металл

Начинающим сварщикам — какими электродами лучше варить тонкий металл
Сварка тонкого металла требует опыта и знаний. Если неправильно варить, то можно прожечь дыру. Однако и ошибки в выборе электродов приводят к не менее значимым проблемам.
Многие используют для сварки «всего» одни и те же электроды 3 мм, что не совсем правильно. Диаметр электродов должен подбираться с учётом толщины свариваемых металлов, и некоторых других параметров.
Конечно же, когда под рукой нет ничего кроме электродов 3 мм, то и ими приходится варить. Тем не менее, толстые электроды гасят дугу, так как для сварки тонкого металла нужен пониженный сварочный ток.
Какими электродами лучше варить тонкий металл
Для обеспечения стабильности дуги и качественной сварки тонкого металла необходимо чтобы электрод горел постоянно. Электроды толщиной в 4 и более миллиметра гасят дугу, поскольку сварка ведётся при пониженном токе. Увеличение же сварочного тока приводит к неминуемому прожогу металла.

Пониженный ток, это ток от 10 до 75 А. Следовательно, если взглянуть на таблицу ниже, то можно увидеть, что для сварки на таком токе используются электроды преимущественно 2 мм и меньше диаметром. Опытные сварщики для сварки тонких металлов выбирают электроды от 2 до 2,5 мм.

Кроме этого важно учитывать и то, из какой именно стали выполнена заготовка. Для сварки слабораскисленной и низкоуглеродистой стали выбираются электроды с кислой и основной обмазкой, также бывает рутиловое и целлюлозное электродное покрытие.
Марки электродов для сварки тонколистового металла
Если нужны конкретные марки электродов для сварки тонких металлов, то рекомендуется обратить собственное внимание на следующие электроды:
OK 63.30 ESAB — сварочный шов полученный данными электродами обладает высокой устойчивостью к коррозии. Электроды можно применять для сварки в любом пространственном положении и при осуществлении вертикальных соединений.

ОМА 2 — электроды отлично справляются со сваркой даже сильно окисленных поверхностей. Однако благодаря минимальной проплавляющей способности они популярны именно при сваривании тонколистовой стали. Сварочный шов можно вести в любом пространственном положении.
МТ 2 — используются для сварки металлов, толщина которых составляет менее 1 мм. Важной особенностью электродов МТ 2, является то, что ими можно варить, используя как постоянный, так и переменный ток. Причём для сварки заготовок толщиной менее 1 мм, лучше всего использовать инвертор с постоянным током, а для металлов толщиной более 1 мм, обычный трансформатор переменного тока.

Опытный сварщик может получить ровный и аккуратный шов даже на тонком металле. Начинающим электросварщикам в этом деле пока сложно, но ничего страшного, поскольку всё приходит с опытом.
Тем не менее, правильный выбор расходных материалов для сварки поможет более качественно варить тонкий металл, без его сильного разбрызгивания и прожогов.