Устройство асинхронных двигателей
Асинхронным называется электрический двигатель переменного тока, частота вращения ротора которого меньше частоты магнитного поля статора.
Статор асинхронного двигателя состоит из литой чугунной или алюминиевого сплава станины, сердечника и обмотки. Воздушный зазор между статором и ротором асинхронного двигателя должен быть предельно малым. Это необходимо, в частности, для уменьшения реактивной мощности, потребляемой двигателем из сети. Устройство ротора асинхронного двигателя принципиально отличается от устройства роторов синхронных машин. По типу ротора асинхронные двигатели разделяются на двигатели с короткозамкнутым (рис. 82) и фазным ротором.
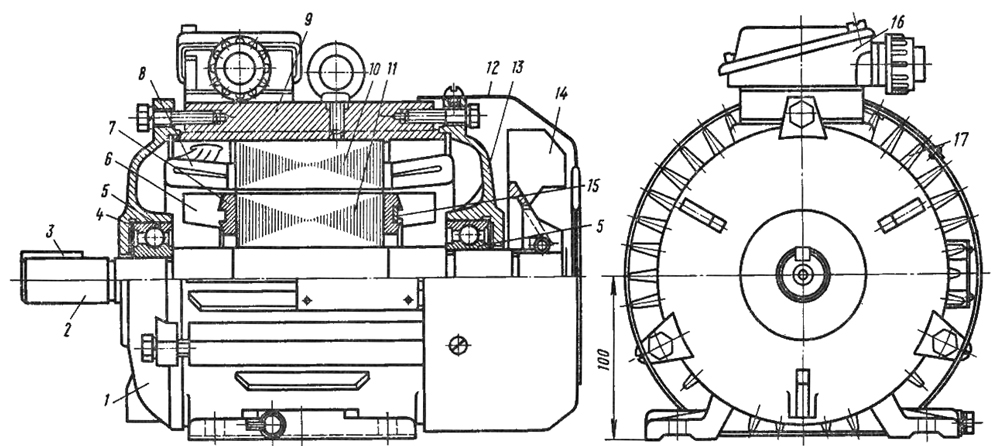
Рис. 82. Асинхронный двигатель с короткозамкнутым ротором единой серии 4А:
1 — передний щит; 2 — вал; 3 — шпонка; 4 — кольцевая установочная пружина; 5 — подшипник; 6 — крыльчатка; 7 — короткозамыкаюшее кольцо; 8 — катушки обмотки статора; 9 — станина; 10 — сердечник статора; 11 — сердечник ротора; 12 — кожух вентилятора; 13 — задний щит; 14 — вентилятор; 15 — балансировочный грузик; 16 — коробка выводов; 17 — охладительные ребра.
В станине 9 электродвигателя с короткозамкнутым ротором размещен сердечник 10 из магнитной электротехнической стали. В пазах сердечника уложены катушки 8 обмоток и заклинены деревянными клиньями. Станина асинхронного электродвигателя отлита из чугуна или алюминиевого сплава и имеет на наружной поверхности продольные ребра 17 для увеличения площади охлаждения. В верхнее ребро станины ввернуто грузовое кольцо для подъема электродвигателя.
На валу 2 короткозамкнутого асинхронного двигателя расположен сердечник ротора 11 из листов стали с пазами, залитыми алюминием. С помощью заливки пазов алюминием образуется обмотка ротора «беличья клетка» с замыкающими кольцами 7 на торцах. Одновременно отливаются и лопасти вентилятора 6. В процессе заливки пазов алюминием пакет сердечника сжимают прессом. Сердечник ротора электродвигателей небольшой мощности закрепляют на рифленой поверхности вала прессовой плотной посадкой, а сердечники более мощных электродвигателей — дополнительно шпонкой.
На шейке вала насажены одинакового размера шарикоподшипники 5, имеющие установочные пружины 4 и защитные шайбы, исключающие попадание смазки внутрь двигателя. Опорой для подшипников являются два подшипниковых щита 1 ч 13 одинаковой формы и размеров.
В более крупных асинхронных электродвигателях на валу ротора устанавливают алюминиевый вентилятор 14 для забора воздуха из окружающей среды и подачи его к наружным поверхностям двигателя. В некоторых сериях электродвигателей (например, А02) установлен второй вентилятор для перемещения воздуха внутри станины и отвода теплоты от ее внутренних частей. Для защиты лопастей вентилятора установлен кожух 12. Вал соединяется с полумуфтой шпонкой 3. Для балансировки ротора применяют грузики 15, установленные на короткозамыкающем кольце 7. Подсоединение вводных проводов от электросети производят с помощью зажимов, установленных в коробке выводов 16, к которым подводят концы обмоток статора.
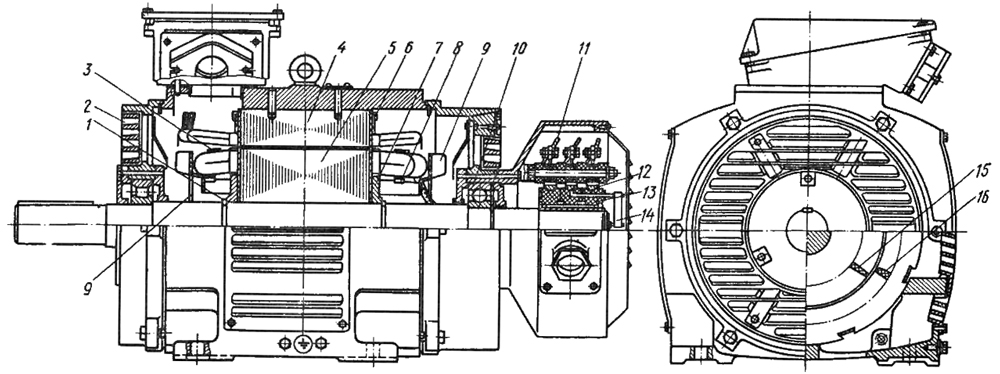
Рис. 83. Асинхронный двигатель с фазным ротором в защищенном исполнении:
1 — стопорное кольцо; 2 — жалюзи; 3 — бандаж обмотки ротора; 4 — сердечник статора; 5 — сердечник ротора: 6 — фиксирующая скоба; 7 — нажимная шайба; 8 — опорное кольцо; 9 — аксиальный вентилятор; 10 — подшипник; 11 — щеткодержатель; 12 — контактное кольцо; 13 — изоляционная втулка; 14 — соединительная перемычка; 15 — паз ротора; 16 — паз статора.
Асинхронный двигатель с фазным ротором (рис. 83) отличается от двигателя с короткозамкнутым ротором наличием обмотки в роторе и контактных колец 12, к которым подсоединены концы роторной обмотки. Контактные кольца изолированы от вала и друг друга. В пазы сердечника ротора 5 вложены стержни обмотки, которые удерживаются в пазах клиньями из дерева или текстолита. Лобовые части стержней не выгибаются под действием центробежных сил благодаря бандажам 3.
Фазные обмотки ротора выполняют по тем же схемам, что и обмотки статора. Число витков в катушках обмоток статора и ротора асинхронной машины не зависят друг от друга, так как обмотки ротора к сети не присоединяются и их напряжение может изменяться в широких пределах. В этой связи стержневые обмотки ротора крупных машин выполняют с одновитковыми катушками. Высокая жесткость стержневой обмотки в этом случае обеспечивает необходимую прочность лобовых частей. Роторные обмотки двигателей до 3 кВт делают мягкими всыпными из провода круглого сечения, при мощности 3 — 10 кВт — жесткими катушечными из провода прямоугольного сечения или стержневыми из голой шинной меди. При мощности выше 100 кВт роторные обмотки делают только стержневыми.
Три фазные обмотки концами соединяются между собой, образуют звезду, а начала обмоток сквозь полый конец вала выводятся к контактным кольцам. На контактные кольца наложены щетки, позволяющие присоединить к фазным обмоткам провода от пускового реостата для управления. Пуск двигателей с фазным ротором (серии АК2) проводят с помощью реостата. Тем самым достигается плавный запуск и увеличивается пусковой момент электродвигателя.
Другие части электродвигателя с фазным ротором конструктивно аналогичны соответствующим частям электродвигателя с короткозамкнутым ротором.
Технология и оборудование производства электрических машин — Обработка станин
Конструкции станин, технические требования, предъявляемые к станинам. Станина — основная деталь электрической машины, к которой различными способами крепятся все остальные детали и узлы.
Станины асинхронных электродвигателей отливаются из чугуна, кроме электродвигателей малых габаритов, станины которых получают из алюминия на машинах литья под давлением, при этом в литейную пресс-форму вставляется предварительно зашихтованный пакет листов статора и в результате получается необмотанный статор.
Станины машин постоянного тока, являющиеся магнитопроводом, изготавливают из стали. Станины, крупные по размерам и имеющие сложную конфигурацию (восьмигранные и др.), отливают из стали 25JI. Станины, имеющие круглую форму, изготовляют из трубы или стального листа с загибкой в кольцо на гибочных машинах (мелкие в штампах) и последующей сваркой.
В крупных машинах для удобства монтажа и ремонта станины делают разъемными. По конструкции крепления подшипниковых щитов станины бывают с внутренним или наружным замком.
Замком у станины и подшипникового щита принято называть поверхности, которыми они сопрягаются при сборке. По условиям работы электрической машины станина должна быть обработана с определенной точностью.
Посадочные поверхности под подшипниковые щиты растачивают в пределах 2-го и 3-го классов точности.
Для обеспечения равномерного зазора между ротором и статором и для нормальной работы подшипников (без перекоса) поверхности, сопрягаемые с подшипниковыми щитами и пакетом статора, должны быть концентричными, а торцы станины, к которым прилегают подшипниковые щиты,— перпендикулярными оси станины.
Ось расточенных отверстий должна быть параллельна плоскости лап.
На рис. 3-12 показана станина асинхронного двигателя единой серии.
Схема обработки станин. В результате многолетней практики определились две основные схемы обработки станин, обеспечивающие выполнение вышеперечисленных требований.
Эти схемы обработки различаются базами и в связи с этим оборудованием, применяемым для обработки станин.
В одной из них, приняв за базу для первой операции торец и наружный или внутренний диаметр станины, обрабатывают отверстие станины (на длину до кулачков, крепящих станину на столе станка при базировании по внутреннему диаметру) и замковые поверхности, которые будут служить базой для последующих операций. Во второй операции (на специальной оправке) с базой от расточенного замка обрабатывают с другой стороны замковые поверхности станин машин переменного и постоянного тока, кроме того, у станин машин переменного тока начисто растачивают отверстие станины под пакет статора и лобовую часть обмотки, а в станинах машин постоянного тока — посадочные поверхности под полюса.
По такой схеме для обработки на универсальном оборудовании требуются токарные, револьверные или карусельные станки. Поэтому назовем данную схему обработки станин условно токарным вариантом.
Дальнейшая обработка станин заключается в фрезеровании лап на вертикально- или продольно-фрезерных станках, сверлении отверстий и нарезании в них резьбы на радиально-сверлильных станках. Базой для этих операций принимается замок станины.
При обработке станин по другой схеме в первой операции фрезеруют лапы, сверлят в них отверстия, два из которых дополнительно зенкеруют или развертывают, так как они будут использованы в качестве базирующих при дальнейшей обработке станины.
Первая операция выполняется на продольно-фрезерных или агрегатных станках, базой при этом служат торец, внутренняя поверхность лап и наружная поверхность или отверстие станины.
Дальнейшие операции —обработка замковых поверхностей, обработка центрального отверстия станины, сверление крепежных отверстий — выполняются с базой от опорных поверхностей лап и двух развернутых отверстий в них. Сверление отверстий на радиальносверлильных станках может производиться с базой от замков.
По данной схеме для обработки цилиндрических поверхностей требуются станки типа расточных. Поэтому назовем этот вариант расточным.
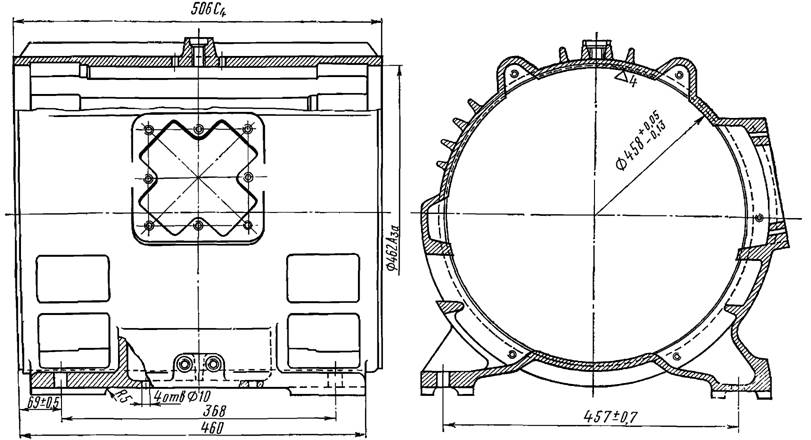
Рис. 3-12. Станина асинхронного двигателя единой серии
Токарный вариант изготовления станин, как более производительный, применяется в условиях индивидуального и мелкосерийного производства при обработке на универсальном оборудовании станин средних и небольших габаритов.
По расточному варианту на универсальном металлорежущем оборудовании обрабатываются главным образом крупные стальные станины электродвигателей постоянного тока, и на автоматических линиях отечественного производства — станины асинхронных двигателей единой серии.
Обработка станин на универсальном оборудовании.
В условиях индивидуального и серийного производства станины обрабатываются на универсальном металлорежущем оборудовании.
Обработка замковых поверхностей отверстия под пакет статора производится у станины на токарно-револьверных станках. За базу при обработке лучше принимать наружную поверхность станины, так как в этом случае после расточки центрального отверстия толщина стенок станины будет одинаковой. Но это не всегда возможно. Наличие ребер на наружной поверхности станины и ее несимметричная форма затрудняют крепление станины при обработке.
Поэтому за базу при обработке на первой операции часто принимается отверстие станины. На рис. 3-13 показано пневматическое зажимное приспособление для обработки станин на карусельном станке. Закрепляется оно на столе 1 станка. Включением пневмоцилиндров 2 (всего их два, второй на рисунке не показан) поднимается загрузочный стол-рольганг 9 на высоту, несколько большую корпуса оправки 5. Станина 4 с помощью рольганга устанавливается над оправкой. При опускании рольганга с помощью пневмоцилиндров станина находит на оправку. Закрепляется она в разжим шестью кулачками 3, расположенными под углом 120° один к другому. Кулачки перемещаются конусными срезами внутренних оправок 6 и 7 при их передвижении от двойного пневмоцилиндра 10. Пружинами 8 кулачки всегда прижаты к срезам оправок. Обработанные поверхности станины на рисунке заштрихованы.
По окончании обработки подачей сжатого воздуха в среднюю часть пневмоцилиндра внутренние оправки перемещаются навстречу друг другу, кулачки пружинами отводятся в исходное положение и станина освобождается.
Для съема со станка станина рольгангом поднимается вверх и по роликам рольганга передвигается к краю, а затем подъемником или вручную (в зависимости от веса) снимается.
Для обработки второй замковой поверхности и растачивания отверстия под пакет железа статора станина базируется по замку, обработанному в первой операции.
Приспособлением для этой операции служит оправка, представляющая собой диск с приваренными к нему шестью незакаленными стальными кулачками. Во избежание биения посадочной поверхности оправки кулачки ее обтачиваются непосредственно на станке после того, как оправка установлена и закреплена на столе станка.
Диаметр заточки обрабатывают до такого размера, чтобы обеспечить небольшой натяг при установке станины на оправку.
Отрицательным в такой технологии является совмещение в одной операции черновой и чистовой обработок.
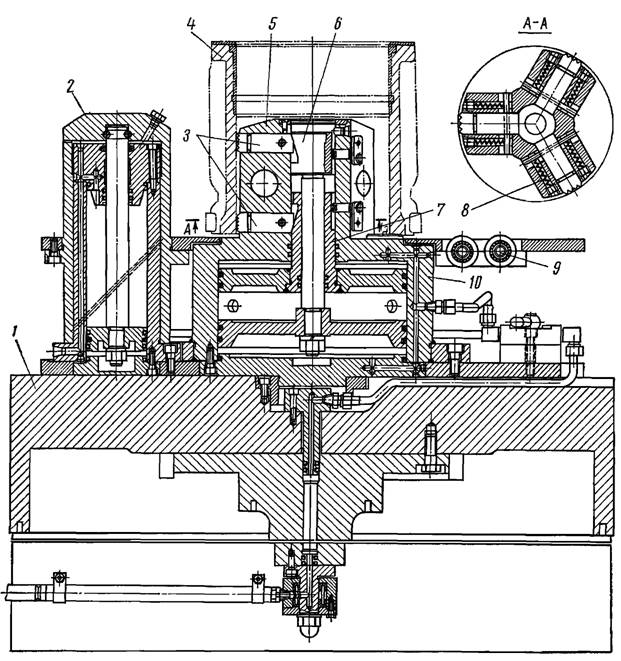
Рис. 3-13. Пневматическая оправка для обработки станин на карусельном станке
Из-за неравномерных припусков заготовок подвижные механизмы станка разрабатываются, между их деталями увеличиваются зазоры, кроме того, за счет попадания окалины и песка при обработке литья трущиеся части быстро изнашиваются. Поэтому получить высокий класс точности и чистоты, которые должны иметь обработанные поверхности станины, трудно.
Кроме того, при снятии большого припуска металла возникают значительные усилия резания, требующие прочного крепления станины при обработке. Жесткость же станин часто оказывается недостаточной для восприятия усилий закрепления и резания без деформации. Поэтому посадочные поверхности, будучи круглыми при закреплении станины на станке, оказываются овальными после снятия станины со станка.

Рис. 3-14. Схема фрезерования лап и клеммовой коробки на продольно-фрезерном станке
Для обеспечения точности изготовления станин, предусмотренной чертежом, необходимо обработку станин разделять па черновую и чистовую и выполнять ее на различных станках.
После обработки посадочных поверхностей фрезеруют опорные поверхности лап и клеммовую коробку, сверлят отверстия, нарезают резьбы.
Лапы и клеммовую коробку фрезеруют одновременно на двухшпиндельном продольнофрезерном станке (рис. 3-14).
Отверстия сверлят на радиально-сверлильных станках через кондукторы.
Обработка станин на агрегатных станках и автоматических линиях.
В крупносерийном и массовом производствах станины обрабатываются на поточно-механизированных линиях, состоящих из специальных, специализированных и агрегатных станков или автоматических линий. Выбор той или иной линии для обработки станин зависит от программы и номенклатуры электрических машин, выпускаемых предприятием, и должен быть обоснован расчетом экономической эффективности.
Обработка на агрегатных станках.
На агрегатных станках обрабатываются самые массовые электродвигатели первых трех габаритов со станинами из алюминия.
В качестве примера рассмотрим технологический процесс обработки станины единой серии АОЛ-2 2-го габарита.
Первая операция механической обработки станин — расточка замковых поверхностей — выполняется на многорезцовом станке. Станина с залитым в нее пакетом статора устанавливается на цанговую оправку по внутреннему диаметру пакета и у нее одновременно с обеих сторон обтачиваются начисто наружные замки.
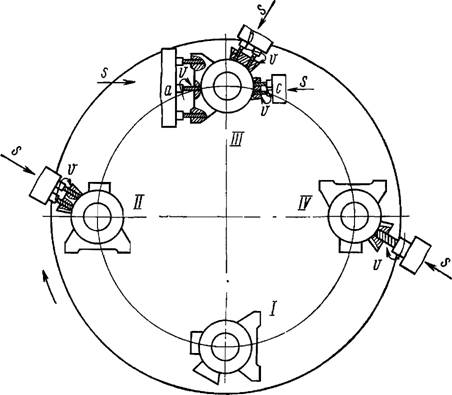
Сверление отверстий и нарезание резьбы производится на четырехпозиционном агрегатном станке, схема обработки на котором по позициям показана на рис. 3-15.
Позиция станка I является загрузочной, на которой во время работы головок на других позициях оператор снимает обработанную станину и устанавливает на оправку необработанную. Базирующей поверхностью являются отверстие пакета и торец статора.
На II позиции производится сверление двух боковых отверстий 05 под резьбу Мб.
На III позиции в работе участвуют три силовые головки. Головка а сверлит четыре отверстия диаметром 14А5 мм в лапах и два отверстия диаметром 5 мм для стока конденсата, головка b нарезает резьбу М6 X 1 в ранее просверленных отверстиях, а головка с сверлит два отверстия диаметром по 2,5 мм под табличку с техническими данными.
Рис. 3-15. Схема сверления отверстий в статоре электродвигателя АОЛ 2-го габарита на агрегатном станке
На IV позиции сверлится одно отверстие диаметром 32А7 мм для вывода из статора концов обмотки.
Обработка на автоматических линиях. Автоматические линии на электромашиностроительных заводах страны были впервые применены для обработки электродвигателей единой серии А и АО 6-го и 7-го габаритов. Изготовил линии завод им. Серго Орджоникидзе (г. Москва).
Каждая линия состояла из базового станка и двух участков обработки станин по четыре многосторонних агрегатных станка в каждом. На базовом станке, представляющем собой четырехпозиционный агрегатный станок, производилась подготовка для обработки станины на линии: фрезеровались лапы, сверлились отверстия в них, два из которых как базовые зенкеровались. Передача станин от станка к станку производилась с помощью спутников, на которые деталь устанавливалась на лапы и фиксировалась с помощью двух базовых отверстий.
На первом участке станину помещали поперек линии и у нее производилась подрезка торцов, расточка замков и отверстия под пакет статора, сверлились отверстия в торцах станины и нарезалась в них резьба для крепления подшипниковых щитков.
После поворота станины вместе со спутником на 90° у детали на втором участке линии обрабатывались все остальные отверстия, предназначенные для крепления коробки выводов, грузового винта, кожуха вентилятора и заводского щитка.
В настоящее время для обработки станин наиболее массовых электродвигателей единой серии, кроме автоматических линий завода Серго Орджоникидзе, применяются автоматические линии ЦС2 и ЦСЗ производства венгерских станкостроителей, изготовленные по заказу советских заводов.
На линиях ЦС2 и ЦСЗ обрабатываются станины электродвигателей единой серии соответственно 3—5-го и б—7-го габаритов. Эти линии также состоят из двух участков. На спутник станина устанавливается в вертикальном положении, базируясь по наружному диаметру и торцу. После обработки одной стороны станина переворачивается и устанавливается расточенным замком на спутник второго участка линии для обработки другой стороны.
Чистовая обработка замков статоров электродвигателей.
Чистовая обработка замковых поверхностей статоров производится в электродвигателях единой серии после запрессовки пакета в станину с базой от внутреннего диаметра статора.
Замки электродвигателей А02 3-, 4- и 5-го габаритов растачиваются на автоматах ЦСП-2, изготовленных Чепельским станкостроительным заводом (Венгерская Народная Республика).
Замки статоров более крупных электрических машин растачиваются на токарных или карусельных станках на цанговых оправках.
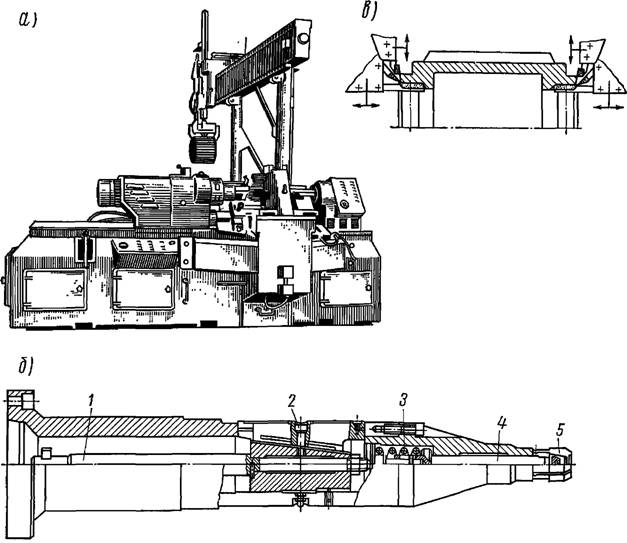
Автомат ЦСП-2 (рис. 3-16) представляет собой двухпозиционный станок, предназначенный для работы в поточной линии. Снятие статора с конвейера, установка его на первую позицию для обработки замков, передача на вторую позицию для контроля размеров обработанных поверхностей, снятие со станка обработанного статора и установка его на конвейер производятся с помощью автоматического загрузочного устройства.
Станок снабжен отсасывающим устройством для удаления металлической стружки и пыли из зоны обработки.
На рис. 3-16, б показана оправка, с помощью которой производится базирование и крепление статора в процессе обработки.
После установки статора на первую позицию шпиндельная бабка вместе с закрепленной оправкой при движении вправо входит в отверстие статора, а конец оправки — в отверстие опоры. Стержень 1 нажимает через пружину 3 на палец 4, заставляя разрезную насадку 5 разжиматься в отверстии опоры, соединяясь с ним без зазора.
Одновременно с этим конусная поверхность стержня 1 разжимает три кулачка 2, которыми и закрепляется статор на оправке за внутренний диаметр пакета.
Замковые поверхности обрабатываются одновременно с обеих сторон статора (рис. 3-16, в). После расточки замков гидравлическое устройство шпиндельной бабки перемещает оправку влево, освобождая статор от закрепления.
Рис. 3-16. Чистовая расточка замков статора: а — автомат ЦСП-2; б — расточная оправка автомата; в — схема обработки замков
Загрузочным устройством статор передается на позицию контроля. В случае обнаружения при проверке брака по длине станины или диаметру замка автомат останавливается.
Устранив причину брака, оператор снова включает автомат в работу.
Автоматы ЦСП-2 работают производительно (32 станины в час 1-го габарита) и обеспечивают заданную точность в пределах класса точности А2а, что подтверждается опытом их эксплуатации на заводах [Ц].
6.2 Типы и конструкция электрических машин
Общие сведения. Конструктивное устройство генераторов и электродвигателей в принципе почти одинаково. Не различаются существенно и приемы монтажа генераторов и электродвигателей. В особенности это относится к машинам малой и средней мощности. Ниже речь будет идти в основном об электродвигателях, но большинство этих сведений относится также и к генераторам.
Электродвигатель характеризуется мощностью в киловаттах, напряжением в вольтах, потребляемым током в амперах, частотой вращения, определяемой числом оборотов в минуту. Эти данные, а также заводской номер, тип электродвигателя и наименование завода, изготовившего электродвигатель, содержатся в табличке, прикрепляемой к корпусу электродвигателя.
Как уже указывалось выше, наиболее распространенными электродвигателями являются асинхронные трехфазные электродвигатели с короткозамкнутым ротором. Широкое применение их обусловлено простотой конструкции и высокой надежностью в эксплуатации. Кроме того, управление этими электродвигателями легче всего поддается автоматизации. Основные недостатки их—относительно низкий коэффициент мощности и снижение частоты вращения при возрастании нагрузки.
Основное исполнение асинхронных электродвигателей, предназначенное для применения в сетях с частотой 50 Гц в электроприводах общего применения без специальных требований в отношении пусковых характеристик и скольжения, имеет модификации: а) с повышенными пусковым моментом и скольжением; б) десяти- и двенадцатиполюсные; в) многоскоростные; г) на частоту 60 Гц; д) однофазные с пусковым, рабочим сопротивлением и конденсатором; е) с фазным ротором.
Специализированное исполнение электродвигателей по конструкции имеет разновидности: а) встраиваемые; б) с встроенным электромагнитным тормозом; в) малошумные; г) с встроенной температурной защитой; д) с повышенной точностью по установочным размерам.
Специализированное исполнение электродвигателей по условиям окружающей среды бывает: а) влаго-, морозостойкое; б) химически стойкое; в) для тропического климата.
Узкоспециализированное исполнение электродвигателей: а) для сельского хозяйства; б) для судов речного и морского флота; в) для условий Крайнего Севера.
Типы электродвигателей. Электродвигатели серии АОЗ в закрытом обдуваемом исполнении предназначены для приводов вентиляторов, дымососов, центробежных насосов, компрессоров, дробильных механизмов, металлорежущих станков, транспортеров, устанавливаемых в запыленных и загрязненных помещениях (во взрывоопасных, пожароопасных зонах и в помещениях с химически активной средой применяют другие электродвигатели).
Станина 1 электродвигателей отлита из чугуна (рис. 1). Для улучшения теплоотдачи станина имеет внешние продольные ребра 2. Внутренняя поверхность станины — цилиндрическая. Подшипниковые щиты 3 — чугунные, с торцевыми окнами. Для защиты от попадания воды щиты снабжены жалюзи 4. Обдув станины охлаждающим воздухом производится наружным вентилятором 5, насаженным на вал 6. Двигатели имеют унифицированную коробку выводов 7. Подшипниковые узлы имеют специальное устройство, позволяющее заменять смазку без разборки двигателя. Обмотка статора двух-, четырех-, шести- и восьмиполюсных двигателей изготовлена в виде жестких полукатушек 8 из прямоугольного провода с прочной теплостойкой эмалевой изоляцией (ПЭТВП). Полукатушки заложены в полузакрытые пазы 9.
Электродвигатели серий A3 и АКЗ в защищенном исполнении предназначены для работы в закрытых помещениях. Двигатели A3 имеют короткозамкнутый, а АКЗ — фазный роторы. Станина двигателя — литая чугунная. Двигатели имеют подшипники качения, устанавливаемые в чугунных подшипниковых щитах.
Асинхронные электродвигатели серии 4А (рие. 2) имеют следующие преимущества по сравнению с двигателями серии А2, АО2: меньшие масса (в среднем на 18%), габариты, высота оси вращения и другие установочные размеры; сниженные уровни воздушного шума и вибраций; большие пусковые моменты, большее удобство при монтаже и эксплуатации; повышенная надежность.
Обозначение электродвигателей серии 4А расшифровывается следующим образом: например 4AH200LB8: 4 —номер серии; А — асинхронный; Н — защищенный; 200 — высота оси вращения, мм; L(S, M)—установочные размеры по длине корпуса; В(А)—длина сердечника (указывается, когда на одном установочном размере предусмотрены две мощности); 8(2, 4, 6) — число полюсов.
Станина и подшипниковые щиты в зависимости от высоты оси вращения выполняются: при 56 и 63 мм — из алюминия, при 71—100 мм — из алюминия и чугуна, при 112—355 мм — из чугуна.
Расположение коробки выводов у двигателей с высотой оси вращения 56—250 мм — сверху станины; 280—355 мм — сбоку. При этом коробка выводов допускает поворот с фиксацией положения через 90° для электродвигателей с высотой оси вращения 56—132 мм и через 180° — с высотой 160— 250 мм. Коробка выводов может быть с доской и без доски контактных зажимов. Она выпускается с двумя штуцерами, за исключением малых двигателей с высотой оси вращения 56—63 мм, у которых коробка имеет только один штуцер.
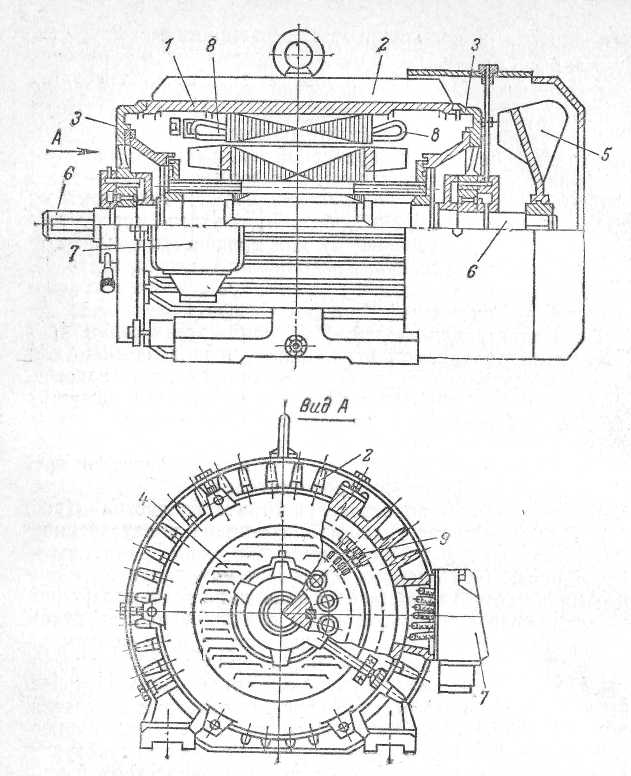
Рис. 1. Асинхронные электродвигатели серии АОЗ, A3, АКЗ
У электродвигателей с высотой оси вращения 71 мм и более предусмотрена возможность закрепления стальной трубы или металлорукава с проводами или кабелей с медными или алюминиевыми жилами и с оболочкой из пластмассы. Коробка выводов у электродвигателей с высотой оси вращения 160 мм и более допускает присоединение кабеля в кабельной муфте, заливаемой мастикой.

Рис. 2. Асинхронные электродвигатели серии 4А:
а – закрытое обдуваемое исполнение; б – защищенное исполнение с высотой оси вращения 160-250 мм.
Электродвигатели имеют подшипники качения. Вал и подшипники рассчитаны на применение клиноременной или зубчатой передачи.
Электродвигатели с высотой оси вращения 56—250 мм имеют всыпную обмотку статора из круглого провода, а с высотой оси вращения 280—355 мм — из прямоугольного провода с жесткими секциями. Изоляция обмотки по классу нагревостойкости: при высоте оси вращения 56 и 63 мм— Е, 71 — 132 мм — В, 160—355 мм — F. (Изоляция допускает предельную температуру охлаждающей среды, °С, для классов: А — 105, Е — 120, В — 130, F — 155. Температура окружающей среды принимается 35 °С). Короткозамкнутая обмотка (клетка) ротора выполняется литой из алюминия.
Закрытые электродвигатели имеют вентиляцию, аналогичную показанной на рис. 1. Воздух продувается вентилятором в аксиальном направлении вдоль ребер станины. Закрытые электродвигатели с высотой оси вращения 230—355 мм снабжены дополнительной вентиляцией, осуществляемой через внутренние каналы ротора.
В защищенных электродвигателях вентиляция осуществляется с помощью лопаток, расположенных на короткозамыкающих кольцах клетки ротора, при этом воздух поступает внутрь электродвигателя через подшипниковые щиты и выходит через отверстие в станине.
Асинхронные электродвигатели серии АИ. Электротехническая промышленность осваивает пятую по счету единую серию асинхронных двигателей — АИ, разработанную по программе Интерэлектро. В рамках Интерэлектро начата разработка следующей серии двигателей — 2АИ. Освоение производства двигателей этой серии намечено на 90-е годы. Важнейшими требованиями для новых серий асинхронных двигателей, как и при разработке серии АИ, остаются повышение энергетических показателей, и в первую очередь КПД и надежность работы в эксплуатации, а также улучшение виброакустических характеристик. В связи с переходом промышленности на двух- и трехсменную работу и, следовательно, значительным увеличением числа часов использования электродвигателей особую актуальность приобретает дальнейшее повышение КПД двигателей. Это может быть достигнуто путем повышения электромагнитных свойств стали и увеличения расхода активных материалов.
В конструкции двигателей серии АИ предусмотрен ряд мероприятий, повышающих их надежность, в частности применение встроенной температурной (позисторной) защиты. Однако обеспечение надежности работы двигателей связано не только с качеством их изготовления, но и в первую очередь с уровнем эксплуатации, который в настоящее время остается еще низким. Повышению надежности эксплуатации электроприводов будут способствовать комплектная поставка электроприводов с пускозащитной и регулировочной аппаратурой.
Применение полупроводниковой и микропроцессорной техники позволяет создать многофункциональные аппараты, обеспечивающие плавный пуск, защиту и регулирование напряжения питания в зависимости от нагрузки. Применение таких регуляторов обеспечивает большую экономию электроэнергии в приводах механизмов, работающих значительную часть времени при малых нагрузках.
Большинство трехфазных двигателей используется для привода вентиляторов, компрессоров, воздуходувок, насосов. В этих случаях обеспечивает экономию электроэнергии (до 25%) применение регулирования частоты вращения. В сериях 4А и АИ предусмотрена модификация частотно-регулируемых двигателей. Выпуск асинхронных двигателей в комплекте с преобразователем частоты, имеющих микропроцессорное управление, ежегодно будет возрастать.
чугунная станина электродвигателя
Станины чугунные
Чугунные станины изготовляются в виде отливок и чаще всего снабжаются четырьмя лапами для крепления машины при ее установке на плите или салазках. Станина является самой крупной и сложной деталью электрической машины. Чугунные станины асинхронных электрических двигателей не несут каких-либо магнитных нагрузок, и толщина их стенок определяется лишь соображениями жесткости и механической прочности.
В станине подвергаются обработке следующие поверхности опорные плоскости лап, внутренняя цилиндрическая поверхность для центровки и посадки сердечника статора, поверхности замков и торцов, необходимых для посадки подшипниковых щитов.
Кроме того, в станине сверлится и нарезается ряд отверстий — в лапах для прохода винтов при креплении машины к фундаменту в торцевых частях (обычно по четыре отверстия с каждой стороны) — для винтов, крепящих щиты, и, наконец, для крепления подъемного кольца и коробка выводов. Наиболее тщательно должны быть обработаны поверхности внутренней расточки и замков. Чугунные литые станины наиболее распространены и употребляются почти на всех электрических двигателях переменного тока, составляющих наибольшую часть всего производства электрических машин.
Тематики
- машины электрические вращающиеся в целом
- cast iron frame
Спонсоры
Учебник-справочник по электротехническому переводу EN>RU. Часть 1