Что такое монтажная разметка
До начала установки оборудования на фундамент монтажники выполняют монтажную разметку, используя план цеха, исполнительную схему фундамента с точным указанием места его расположения, а также монтажно-установочные чертежи. Продольные и поперечные монтажные оси располагают параллельно строительным разбивочным осям, совмещая их с осями монтируемого оборудования. Это обеспечивает заданное положение всех видов технологического оборудования относительно фундаментов, коммуникаций, строительных и технологических конструкций цеха. При выборе мест расположения монтажных осей учитывают удобство установки технологического оборудования в проектное положение, а также возможность использования этих осей для контроля положения оборудования в процессе эксплуатации.
В процессе монтажной разметки (рис. 9) проверяют правильность нанесения и привязку к осям здания продольной и поперечной осей фундамента, а также его высотное положение относительно рабочего репера. По чертежу плана цеха наносят расстояния а и b соответственно от продольной оси фундамента до продольной оси колонн здания и от поперечной оси фундамента до поперечной оси колонн здания. Оси фундамента должны быть взаимно перпендикулярны и соответственно параллельны осям здания, что проверяют теодолитом и рулеткой. Продольную и поперечную оси фундамента фиксируют кернением плашек, а высотное положение фундамента относительно рабочего репера, расположенного в непосредственной близости от фундамента, определяют с помощью нивелира и реек.
Если в процессе монтажной разметки установлено, что отклонения осей и высотных отметок фундамента от проектного положения не выходят за пределы допусков, указанных в соответствующих инструкциях, то фундаменты считаются годными для установки на них оборудования.
Разметка монтажных осей может быть произведена и без применения геодезических приборов. Для этого в цехе, предназначенном для установки оборудования, основная разметочная монтажная ось должна быть расположена так, чтобы оси механизмов, работающих от одного привода, были параллельны монтажной оси. Разметку положения монтажной оси начинают с проведения на полу цеха линии, параллельной оси колонн или балок, на запроектированном расстоянии. После этого с помощью отвесов монтажную ось переносят на потолок. Затем, используя гидростатический уровень, на поперечных стенах или колоннах на запроектированном расстоянии от пола отмечают две точки на одном горизонтальном уровне и в общей плоскости с линиями на полу и потолке. Отмеченные точки фиксируют положение монтажной оси в пространстве.
От основной монтажной оси размечают все остальные вспомогательные оси. Вспомогательную ось, параллельную основной монтажной оси, размечают на полу либо угольником, либо циркулем. В первом случае одну сторону угольника (рис. 10, а) совмещают с основной осью, на другой стороне угольника откладывают необходимые расстояния а от основной оси до вспомогательной. Затем, перемещая угольник вдоль основной осевой линии, отмечают две-три точки на расстоянии, равном а, и соединяют их, прочерчивая вспомогательную ось. Во втором случае на основной монтажной оси (рис. 10,6) циркулем из точки с откладывают отрезки cm и сп равной величины и отмечают точки тип. В пересечении отрезков дуг, описанных циркулем из точек тип, получают точку о, которую соединяют с точкой с. Линия ос перпендикулярна к монтажной осевой линии. На другом конце основной монтажной осевой линии таким же способом получают вторую линию oid. На перпендикулярных линиях ос и od откладывают необходимое расстояние а и через полученные точки С и d проводят прямую вспомогательную линию, параллельную основной монтажной осевой линии. Циркуль представляет собой строганый деревянный брусок (см. рис. 10, б) с вбитыми на его концах гвоздями. Разметку вспомогательных осевых линий на потолке и стенах (когда это необходимо) производят описанным способом.
Рис. 9. Схема монтажной разметки
1 — фундамент; 2 — продольная ось фундамента; 3 — нивелир; 4 — рабочий репер на колонне здания; 5 — нивелирные рейки; 6 — каркас здания; 7 — поперечные оси колонн здания; 8 — поперечная ось фундамента; 9 — плашка; 10 — фундаментные колодцы; 11 — продольные оси колонн здания
Рис. 10. Разбивка осей
a — с помощью угольника; б — с помощью циркуля
В многоэтажном здании перенос основной монтажной оси на верхние этажи для получения вспомогательных осевых линий проводят с помощью отвесов. При этом нить отвеса должна слегка касаться проволоки, фиксирующей основную монтажную ось. Для гашения колебания отвеса рекомендуется помещать весок в масляную ванну.
Рис. 11. Схема проверки перпендикулярности монтажных осей
Для перенесения монтажных осей на фундаменты пользуются отвесами. На фундаменте эти линии фиксируют кернением точек на поверхности металлической марки.
Строй-справка.ру
 Разметка опорных конструкций, установка и выверка оборудования
Разметка опорных конструкций, установка и выверка оборудования
Разметка опорных конструкций, установка и выверка оборудования
Перед монтажом оборудования выполняют разметку осей и положения оборудования на строительных конструкциях в соответствии с проектом. Затем оборудование устанавливают на опорных конструкциях.
Установкой оборудования называют процесс его перемещения грузоподъемными средствами или такелажной оснасткой от места хранения оборудования на монтажной площадке до места расположения на опорных конструкциях, предусмотренного проектом. Оборудование устанавливают на деревянные брусья, на металлические подкладки, на установочные домкраты или винты или непосредственно на опорные конструкции. После установки оборудование выверяют.
Выверкой называют определение положения оборудования относительно осей, опорных конструкций и смежного оборудования по выполненной разметке и приведение его в соответствие с допусками на отклонения, не превышающими требований инструкций по монтажу. Иногда выверку оборудования совмещают с его установкой.
Разметка опорных конструкций. Её ведут относительно монтажных осей.
Монтажные оси совпадают с горизонтальными проекциями осей машин и аппаратов и располагаются в одной плоскости на 100-200 мм выше зоны монтажа. Монтажными осями служат горизонтальные проекции осей валов, роторов, привода, пересекающихся с ними осей симметрии машин, цилиндров, электродвигателей и т. п. Обозначают монтажные оси натяжением струн. Проекции осей, валов и роторов основного оборудования называют главными монтажными осями. Главные монтажные оси обычно совпадают с осями фундамента и для их обозначения используют те же струны, что и при изготовлении фундаментов.
Положение осей на фундаментах фиксируют установкой плашек (планок), а высотных отметок — установкой реперов.
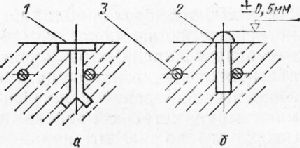
Плашка (рис. 1, а) представляет собой металлическую пластину размерами 80 X 150 мм с приваренным к ней анкерным стержнем. Анкерный стержень при установке плашки приваривают к арматуре фундамента и бетонируют. На плашке керном наносят точку с точностью не менее ±1 мм и обводят треугольником красной краской.
Репер (рис. 1, б) представляет собой стержень с полукруглой головкой, который также приваривают к арматуре фундамента и бетонируют. Верхняя точка головки репера соответствует проектной высотной отметке с точностью ±0,5 мм. Плашки и реперы располагают в таких местах, где бы они были доступны для выполнения замеров и после монтажа оборудования и коммуникаций. Всю разметку относительно осей на конструкциях выполняют штрихами чертилкой или линиями краской.
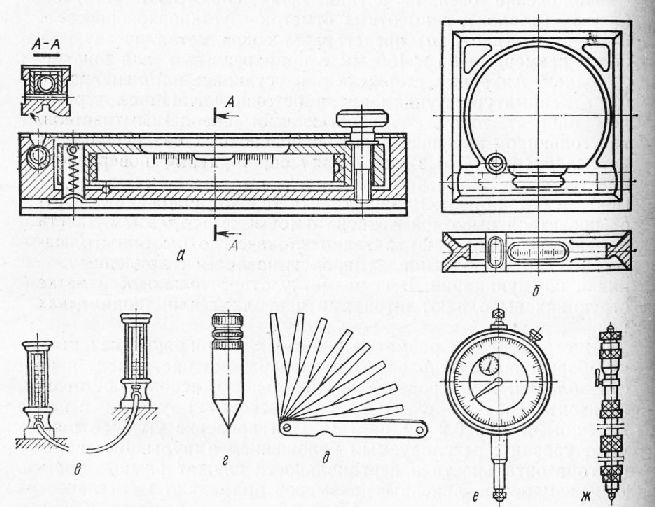
Инструмент для разметки и выверки. При разметке и выверке оборудования используют разнообразный инструмент и приспособления. При проверке вертикальности используют отвесы, горизонтальности — слесарные («брусковые») уровни с ценой Деления 0,1 или 0,2 мм на 1 м. При проверке уклонов применяют уровни с регулируемым положением ампулы. Для проверки горизонтальности и вертикальности служат рамные уровни. Для измерения линейных размеров применяют металлические линейки с ценой деления 1,0 и 0,5 мм и длиной до 1000 мм, э для измерения больших расстояний пользуются рулетками. Погрешность линеек не должна превышать ±0,2 мм при длине 1 м. Для измерения зазоров используют щупы длиной 50, 100 и 200 мм с набором пластин толщиной от 0,003 до 2 мм и погрешностью не более 0,01 мм. Для измерения наружных и внутренних линейных размеров с погрешностью не более 0,05 мм применяют штангенциркули и штангенглубиномер. Для точных линейных измерений с погрешностью не более 0,01 мм применяют микрометры с пределами измерений от 0 до 600 мм (через 25 мм до 300 мм и далее через 100 мм), а для внутренних измерений — штихмассы (нутромеры). При измерении биения вращающихся деталей, деформации деталей при затяжке болтов, при центровке валов и муфт применяют индикаторы со шкалой циферблатного типа с ценой деления 0,01 и 0,002 мм. При проверке разности высот удаленных точек, переноса высотных отметок в смежных помещениях, разметке уклонов прокладываемых трубопроводов используют гидростатические уровни с погрешностью измерения до 1 мм, а с применением гидростатической измерительной головки — не более 0,02 мм (рис. 8). При разметочных работах на монтаже, а также при выверке крупного оборудования широко используют геодезические (оптические) инструменты — теодолиты и нивелиры.
Выверка оборудования. При выверке оборудования используют установочные базы, которые подразделяют на опорные и поверочные.
Опорными базами служат поверхности рам и корпусов, станин и лап оборудования, на которые оборудование опирается при установке на опорные конструкции или прикрепляется к вертикальным или потолочным опорным конструкциям.
Поверочными называют базы, используемые для инструментальной проверки положения оборудования. Поверочными базами служат поверхности оборудования, специально обработанные и указанные в документации завода-изготовителя. В большинстве случаев в качестве поверочных баз используют поверхности валов, разъемы корпусов, торцевые поверхности шкивов, муфт и т. д.
В процессе выверки замеряют отклонения положения оборудования от проектной высотной отметки, от горизонтальности или вертикальности, а также отклонения от соосности, параллельности или перпендикулярности его осей с приводом.
Оборудование выверяют на соответствие высотной отметке и горизонтальность на плоских или клиновых подкладках (рис. 3, а) или бесподкладочным методом.
Количество подкладок в пакете должно быть минимальным, но не более пяти. Уклон клиновых подкладок 1:10 или 1: 20.
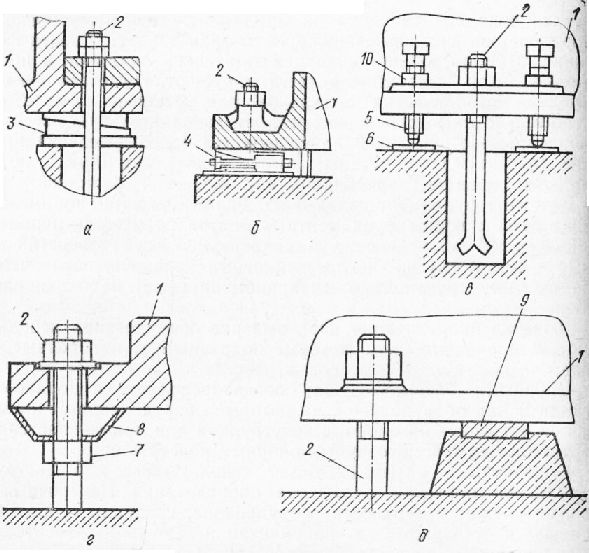
Домкраты (рис. 3, б) для выверки устанавливают в четырех местах рамы. После выверки между рамой и опорной поверхностью домкратов или подкладок не должен проходить щуп толщиной 0,05 мм.
Применение установочных винтов (рис. 3, в) позволяет совместить процессы установки и выверки оборудования. Перед опусканием оборудования на фундамент винты ввинчивают в раму так, чтобы они выступали за ее опорную поверхность на одинаковую величину (10-30 мм). Опустив оборудование грузоподъемным краном на фундамент, поочередно регулируют его положение винтами, добиваясь горизонтальности с отклонением не более 0,3 мм на 1 м, если нет более жестких требований в технической документации.
После выверки оборудования положение установочных винтов фиксируют стопорными гайками и приступают к подливке фундамента. До подливки резьбовую часть винтов отгораживают опалубкой или обертывают плотной бумагой. После подливки и схватывания бетона установочные винты вывинчивают на 1-2 оборота перед затяжкой фундаментных болтов.
При монтаже оборудования большой массы раму выверяют с помощью установочных винтов, около фундаментных болтов подкладывают пакеты пластин, проверяют щупом прилегание их к раме и затем прихватывают электросваркой.
Подобным же образом выверяют оборудование установочными гайками (рис. 9, г) с тарельчатыми шайбами или без них в том случае, если фундаментные болты заделаны в массив Фундамента.
При установке оборудования на жестких опорах (рис. 3, (3) выверку на горизонтальность не проводят, так как установочные пластины опор выверяют при заделке в фундамент.
Выверку соосности (центровку) машин проводят различными способами в зависимости от конструкции муфты, а также от быстроходности и мощности машины. За базу при центровке берут машину и после выверки ее рамы, проверки торцевого и радиального биения вала и полумуфты (рис. 4, а) стоечными индикаторами прицентровывают электродвигатель. Обычно электродвигатель крепят на раме на салазках, что позволяет перемещать его в горизонтальной плоскости в двух направлениях. В вертикальном положении при выверке соосности электродвигатель перемещают установочными винтами. Допуск на радиальное биение составляет для валов 0,01-Ц 0,02 мм, втулочных и пальцевых полумуфт — 0,03-0,04 мм на 100 мм радиуса.
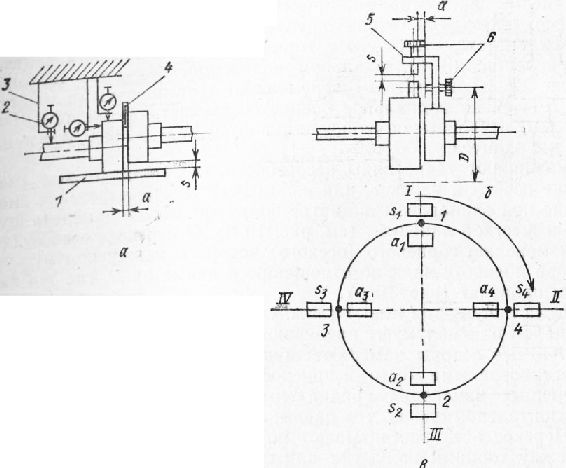
Различают такие виды несоосности, как параллельное смещение осей 5 и перекос, или излом осей А. Параллельное смещение при одинаковом диаметре полумуфт можно замерить щупом и жесткой линейкой. О перекосе осей судят по изменению торцевого (осевого) зазора а между полумуфтами при повороте вала по отношению к диаметру D, где эти замеры проводят (рис. 4).
Если полумуфты имеют сложную конфигурацию или диаметры валов или полумуфт различаются по величине, радиальные и торцевые зазоры замеряют щупом или индикаторами между установочными местами приспособлений.
Перекос осей рассчитывают по средним значениям зазоров а между торцами полумуфт или соответствующим им зазорам на приспособлениях. Измерения ведут в четырех точках (1, 2, 3 и 4) в четырех положениях вала (/, II, III и IV), поворачивая оба вала на 90° одновременно в направлении вращения и записывая данные в таблицы. (рис. 4, в).
Для расчета перекоса осей используют средние арифметические значения зазоров четырех замеров во всех положениях валов.
Отрицательные значения свидетельствуют о перекосе оси вверх или влево.
Зазоры замеряют при затянутых фундаментных болтах. После окончания монтажа и подливки фундамента проводят окончательную центровку и результаты замеров записывают в формуляр машины или в акт сдачи под пусконаладочные работы.
Проверку перпендикулярности или параллельности осей валов машин и привода выполняют с помощью струн, линеек, рейсмусов, угольников, индикаторов (рис. 5, а, б).
Параллельность осей проверяют измерением расстояний между осями. Расстояния между осями должны быть одинаковыми. Перпендикулярность осей можно проверить по закону Пифагора: отложив на осях, как на катетах, 3 и 4 линейные меры, измеряют гипотенузу, которая должна быть равна 5 линейным мерам (рис. 5, в, г).

Вертикальность аппаратов, колонн, валов выверяют с помощью отвесов, а также измерением расстояний от них до обе рудования (рис. 5, д).
Соосность внутренних расточек монтируемых деталей выверяют с помощью струны, натягиваемой по оси расточки базовой детали (рис. 6). Измерения ведут штихмассом электроакустическим методом. Электрическая цепь состоит из источника питания (батарейки для карманного фонаря), радионаушников, рамы оборудования и струны. При замыкании струны штихмассом в наушниках раздается потрескивание. При большой протяженности струны учитывают ее провисание.
Навигация:
Главная → Все категории → Монтаж холодильных установок
Инструменты, приспособления и приборы для разметочных работ
При монтаже оборудования предприятия молочной промышленности, находящегося во взаимной коммуникационной и технологической связи, большое значение имеет правильность и точность разметки. При ошибках в разметке происходит биение, задевание рабочих органов оборудования о неподвижные поверхности; подготовленные отверстия и проемы в стенах и перекрытиях не совпадают и их приходится пробивать, вырезать или просверливать заново.
Строительная и монтажная разметки.
При выполнении механомонтажных работ в объектах с железобетонными перекрытиями для установки оборудования проводят последовательно две разметки — строительную и монтажную.
Перед разметкой строители тщательно проверяют расположение колонн, прогонов, поперечных балок, полов, стен и потолков в плане и их высотные отметки (реперы), а также расположение монтажных отверстий.
Во время возведения зданий цехов и устройства в них междуэтажных перекрытий строители производят строительную разметку. Ее выполняют на опалубке перед армированием и бетонированием для правильного расположения фундаментов под оборудование и размещения закладных элементов для образования монтажных отверстий (для крепежных болтов, выпускных патрубков, самотечных трубопроводов и материалопроводов).
В процессе разметки строители разбивают главную продольную ось помещения, привязанную к осям колонн или прогонов. Главную ось — ориентир, который должен совпадать с геометрической проектной осью, следует фиксировать, например, с помощью двух металлических скоб, заделанных в противоположных стенах помещения на высоте
2—2,2 м, и натяжением тонкой стальной проволоки или шнура. Концы проволоки или шнура прикрепляют к скобам. К скобе крепят только один конец, а другой натягивают с помощью груза, перекинутого через блок. Место размещения проволоки фиксируют на скобах рисками. Расположение обеих скоб, между которыми натянута проволока в одной горизонтальной плоскости, выверяют геодезическим инструментом или с помощью гидростатического уровня.
Главную ось при строительной разметке следует перенести на все выше- и нижележащие этажи объекта и таким же способом на каждом этаже зафиксировать вспомогательную ось, находящуюся в одной вертикальной плоскости с главной осью и строго параллельную ей. Главную и вспомогательную оси принимают за основные оси симметрии. От них откладывают и разбивают рабочие монтажные оси отдельных машин, механизмов, опор, фундаментных болтов и коммуникаций.
Систему осей и высотных отметок называют геодезическим обоснованием монтажа.
Монтажную разметку производят монтажники в подготовительный этап монтажного периода после распалубки перекрытий, стен и колонн и приемки от строителей помещений под монтаж оборудования.
Монтажная разметка включает: проверку правильности расположения главной, вспомогательных и рабочих осей, размеченных строителями, сверку их расположения с проектом и натурой и внесение необходимых поправок; разбивку и фиксирование общих монтажных осей для рядов оборудования на каждом этапе, строго увязанных с размеченными главной и вспомогательными осями; разметку рабочих монтажных осей и дополнительных отверстий для каждой из устанавливаемых на этих этажах машин или другого оборудования.
Глава 2
Общие методы и средства монтажа
Рис. 5 – Варианты устройства монтажных осей: а – микрометрическое координатное устройство; б – кронштейн для крепления струны; в – подвешивание струны на колоннах; 1 – вертикальная направляющая; 2 – горизонтальная направляющая; 3 – подвижный корпус; 4 – ролик для струны; 5 – регулировочная гайка; 6 – стопорная гайка.
При разметке помещений под монтаж оборудования важным является нанесение на стены линий, отмечающих уровень чистых полов.
Проверку размеров по высоте проводят с помощью нивелира от постоянной точки, высота которой заранее известна. Такая точка называется репером, а численное значение высоты – отметкой. Высотным репером может служить заклепка диаметром 25–30 мм, приваренная к арматуре фундамента или к пластине и залитая цементным раствором соответственно рис. 6.
Рис. 6. Схемы установки контрольных осевых плашек и высотных реперов.
Верхняя скругленная поверхность репера служит началом отсчета всех высотных отметок.
Высотные отметки наносят по гидростатическим уровням, точность которых ±1–2 мм. Гидростатический уровень состоит из прозрачных разградуированных трубок, соединенных резиновым шлангом и заполненных закрашенной водой, рис. 7.
При расположении трубок на требуемом расстоянии одна от другой по закону сообщающихся сосудов уровень воды в них будет одинаковым, а линия, соединяющая мениски жидкости в трубках, – горизонтальной (см. пунктирную линию АБ). Установив одну из трубок возле репера, а вторую – рядом с местом, куда необходимо перенести отметку, производят отсчет. Зная длину горизонтальной линии между менисками L и проектный уклон, можно определить величину требуемого снижения по шкале второй трубки. Если переносимая отметка Н выше репера, то отсчет высоты производят вверх.
Рис. 7. Схема применения гидростатических уровней: а – обычного; б – с дополнительным бачком; 1 – трубки; 2 – шланги; 3 – бачок; 4 – репер.
Установку оборудования с более высокой точностью (до 0,5 мм) проверяют геодезическим инструментом – нивелиром. Геодезическую проверку при монтаже целесообразно осуществлять в том случае, если оборудование имеет значительную длину (ленточные транспортеры, скребковые конвейеры).
2.2. Выверка и закрепление оборудования ПТЛ на фундаменте
Рис. 8. Варианты опирания оборудования с помощью фундаментных болтов: а – сплошное; б – местное; в – комбинированное.
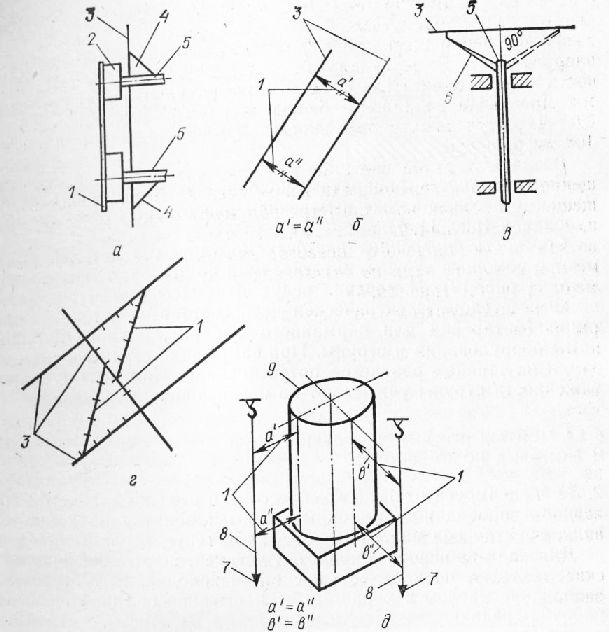
При монтаже оборудования не допускается придерживать машину (узел) за барабан, шкивы, открывающиеся крышки и другие подвижные (съемные) элементы. Кроме того, при предварительной установке оборудования (перед окончательным опусканием) допускается прикладывать усилие, отталкивая узел (машину) от себя соответственно рис. 9.
Рис. 9. Приложение усилия при наведении монтажного оборудования в проектное положение: <– допустимое приложение усилия; <-||– допустимое приложение усилия; 1 – монтажные оси; 2 – ось оборудования; 3 – монтажник; 4 – оборудование.
Широко распространен способ регулирования положения оборудования, устанавливаемого со сплошным опиранием на подливку. В этом случае опорные элементы (установленные предварительно) служат только для совмещения положения осей оборудования и монтажных осей.
Применяют различные, регулируемые по высоте опорные элементы: отжимные винты, винтовые опоры, пакеты подкладок, рис. 10.
Суммарная грузоподъемность опорных элементов, размещать которые следует как можно ближе к фундаментным болтам, должна в 2 раза превышать силу тяжести монтируемого узла. При этом минимально допускаемая площадь опирания всех элементов должна быть:
где М – масса оборудования, т;
n – число фундаментных болтов;
а – площадь поперечного сечения фундаментного болта, см 2 , выбираемого по графику рисунка 11.
Рис. 10. Регулируемые по размеру опорные элементы: а – винт отжимной; б – винтовая опора; в – пакет прокладок; 1 – регулировочный винт; 2 – стопорная гайка; 3 – опорная пластина; 4 – опорная часть оборудования; 5 – фундаментный болт; 6 – болт; 7 – гайка.
Рис. 11. Площадь поперечного сечения (а) и момент затяжки болтов (Т) в зависимости от их диаметра.
Положение оборудования при выверке:
• в плане контролируют струнным, струнно-оптическим методом, боковым нивелированием теодолитами, способом прямого контроля линейных размеров;
• по высоте контролируют относительно рабочих реперов геометрическим или тригонометрическим нивелированием, гидростатическим методом или измерением размеров от промежуточной базы до репера;
• по горизонтали контролируют с применением уровней, нивелиров, отвесов и теодолитов.
После выверки выполняется предварительное закрепление оборудования, при этом затягивают гайки только тех фундаментных болтов, которые расположены вблизи опорных элементов. После этого вновь контролируют положение осей оборудования, затем выполняется подливка бетона (наращивание фундамента), которая и воспринимает эксплуатационную нагрузку от оборудования. При этом условии фундамент получается более жестким, прочным и виброустойчивым. По достижении бетоном 70 % проектной прочности окончательно затягивают болты (момент затяжки принимается согласно рис. 11) равномерно в два-три обхода. Общее правило при затяжке болтов: вначале затягивают болты, расположенные по осям симметрии опорной части, затем более удаленные от оси симметрии. Для некоторых случаев последовательность затяжки приведена на рис. 12. Для качественного сцепления подливаемого бетона с поверхностью фундамента и монтируемого оборудования эти поверхности очищают от посторонних предметов, пыли, обезжиривают и промывают чистой водой, не допуская скопления воды в углублениях и приямках.
Рис. 12. Последовательность затяжки болтов: а – опирание на линии; б, в – опирание на плоскость.
Марку бетона для подливки используют не ниже марки бетона фундамента, а размер элементов фракции заполнителя (щебень, гравий) составляет 5–20 мм. Толщина слоя подливки должна быть не менее 50 мм. При ширине опорной части базовой детали оборудования более 2 м толщину слоя подливки следует принимать равной 80–100 мм.
Бетонную смесь с применением вибраторов подают через отверстия в опорной части или с одной стороны подливаемой детали до тех пор, пока с противоположной стороны смесь не достигнет уровня, на 20–30 мм превышающего высоту основной части подливки. Расстояние от опорной части оборудования до края слоя подливки должно составлять 100–200 мм. Поверхность подливки, примыкающей к основной части оборудования, должна иметь уклон в сторону от оборудования, равный 1: 50.
Последовательность сплошного опирания на подливку при выверке оборудования отжимным винтом и закрепления анкерным болтом, устанавливаемым в специальном колодце, показана на рисунках 12, 13.
2.3. Монтажные средства
2.3.1. Канаты
Рис. 14. Сравнительные характеристики не стальных канатов (q – линейная плотность, Fр – разрывное усилие).
В маркировке не стальных канатов первые две буквы означают наименование каната (ПБ – пеньковый белый; ПС – пеньковый, пропитанный смолой; КК – канат капроновый), последующие две цифры – линейная плотность каната, указывается в контекстах (контекст – масса (в кг) 1 км длины), две последующие буквы – группа по исполнению (Пв – повышенной прочности, Об – обыкновенные, Сп – специальные).
Основные параметры, характеризующие данные типы канатов, приведены на рис. 14.
Для строповки оборудования в качестве тягового органа в талях используют и цепи. Преимущество цепей в том, что они не разрушаются при высоких температурах, более гибки, чем канаты.
Стальные канаты при той же разрушающей нагрузке, что и цепи, имеют значительно меньшую (примерно в 10 раз) массу, лучше воспринимают рывки, бесшумны в работе, разрываются постепенно.
Выбор каната производится по величине разрушающей нагрузки
где Fmax – максимальная нагрузка на канат, Н;
S – запас прочности, Н.